
එකලස් කිරීම සහ පරීක්ෂා කිරීම
පරීක්ෂා කිරීම සහ පරීක්ෂා කිරීම
මින්ගේ එක්රැස්වීමේ දියුණුව
ඒකාබද්ධ උප-එකලස් නිෂ්පාදනය සහ නිමි නිෂ්පාදන-සූදානම් එකලස් කිරීම් සමඟ නම්යශීලී, පිරිවැය turn ලදායී පිරිවැටුම් විසඳුම් මිංගේ ඩයි කාස්ටිං විසින් සපයයි.
MINGHE CASTING හි අපට විවිධ වර්ගයේ එකලස් කිරීම් සහ පරීක්ෂණ සිදුකිරීමට පහසුකම් සහ විශේෂ ise තාව ඇත. නිෂ්පාදන එකලස් කිරීම ඉහළම ප්රමිතිය පවත්වා ගෙන යාම සහතික කිරීම මෙන්ම විශාල ප්රමාණ සඳහා එකලස් කිරීමේ රේඛා උපයෝගී කරගනිමින් කාර්යක්ෂමව හැරීම් සිදු කරයි.
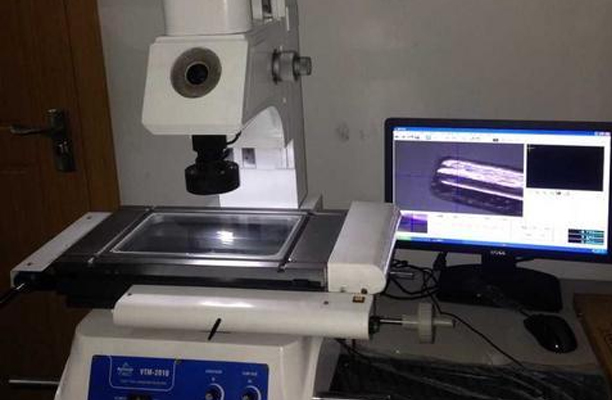
සරල යාන්ත්රික එකලස් කිරීම සහ පීඩන පරීක්ෂණ සිට විදුලි එකලස් කිරීම සහ ජාල විශ්ලේෂකයක් සමඟ පරීක්ෂා කිරීම. මෙය හුදෙක් සංරචකයකට වඩා නිමි භාණ්ඩයක් මිලදී ගැනීමට ඔබට ඉඩ සලසයි.
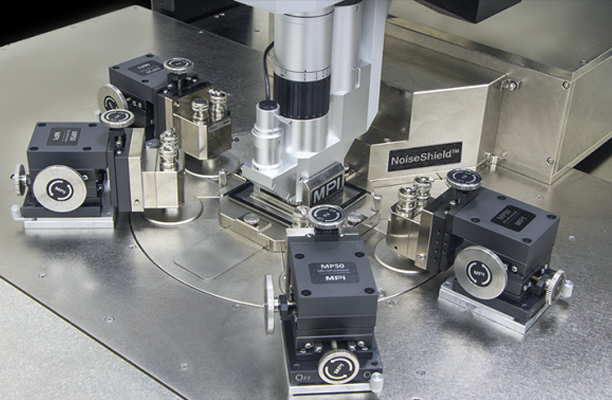
උත්තේජක සං als ා නිර්මාණය කිරීමට සහ විද්යුත් උපාංගවලින් ප්රතිචාර ලබා ගැනීමට විද්යුත් පරීක්ෂණ උපකරණ භාවිතා කරයි. ඉලෙක්ට්රොනික උපාංගයේ නිසි ක්රියාකාරිත්වය තහවුරු කර හෝ උපාංගයේ දෝෂ සහිත විය හැකි අතර, එය සොයාගත හැකි අතර අලුත්වැඩියා කළ හැකිය. ඉලෙක්ට්රොනික පද්ධතිවල ඕනෑම ආකාරයක වැඩ සඳහා ඉලෙක්ට්රොනික පරීක්ෂණ උපකරණ භාවිතා කිරීම අත්යවශ්ය වේ.
 |
 |
 |
 |

වඩාත් පහසු එක්රැස්වීමක් සඳහා අපගේ උත්සාහයන් සහ උත්සාහයන්
ඔබට සරල දෘඩාංග ඇතුළත් කිරීමක් හෝ සංකීර්ණ යාන්ත්රික එකලස් කිරීමක් අවශ්ය වුවද, මිංගේ ඩයි කාස්ටිං මඟින් ඔබේ ව්යාපෘතිය සඳහා කාලය ඉතිරි කර ගත හැකි, ලාභදායී සේවාවන් සැපයිය හැකිය. මූලාකෘතිකරණය, ඩයි වාත්තු කිරීම, යන්ත්රෝපකරණ, කොටස් ප්රසම්පාදනය සහ එකලස් කිරීම තුළින් අපි ඔබේ සම්පූර්ණ ව්යාපෘතිය කළමනාකරණය කරමු. ඔබේ නිෂ්පාදන රේඛාව සහ අළුත්වැඩියා කට්ටල සඳහා උප එකලස් කරන ලද කොටස් කට්ටලයක් සැපයීමටද අපට හැකිය. කුඩා යාන්ත්රික උප එකලස්කිරීම්වල සිට සංකීර්ණ විද්යුත් යාන්ත්රික කොටු දක්වා අපි ඔබේ නිශ්චිත අවශ්යතාවන්ට එකලස් කිරීමේ විසඳුම් සකස් කරමු.
1. ඩයි වාත්තු කිරීමේ ව්යුහය
සීඑන්සී මැෂින් තාක්ෂණය පුළුල් ලෙස භාවිතා කිරීමත් සමඟ ඩයි වාත්තු කිරීමේ ව්යුහයේ සංකීර්ණතාව අඛණ්ඩව ඉහළ යයි. සමහර ඩයි වාත්තු සැකසීමේදී, ස්ථානගත කිරීම සහ කලම්ප කිරීම ඉතා අපහසු වන අතර ඒවා බහු ස්ථානගත කිරීම සහ කලම්ප කිරීම සඳහා සුදුසු නොවේ. සමස්ථ යන්ත්රෝපකරණයේ එක් වරක් සැකසීමේ තාක්ෂණය නම්, එකවරම ඩයි-වාත්තු කොටසෙහි සියලු මුහුණු සහ සිදුරු සැකසීම සඳහා තිරස් හෝ සිරස්-තිරස් පරිවර්තන යන්ත්රෝපකරණ මධ්යස්ථාන යන්ත්ර මෙවලමෙහි කෝණයට අනුව වැඩපොළ කරකැවීම සහ හැරවීම ය. ඉන්පසු චිත්රයේ සියලු ජ්යාමිතික ඉවසීමේ අවශ්යතා සපුරාලන්න. ක්රියාවලි හසුරුව සමඟ සම්බන්ධ කර ඇති කොටස ලේයර් කර අඹරන ලද අතර ක්රියාවලි හසුරුව වැඩ කොටසෙන් වෙන් කරයි.
2. සැකසුම් මූලධර්මය
සීඑන්සී යන්ත්රෝපකරණ මධ්යස්ථානයේ බහු කෝණ සහ ඔම්නි-දිශා සැකසුම් වාසි වලින් උපරිම ප්රයෝජන ගන්න, අධික වේගයෙන් හා කුඩා ආහාර වලින් අඩු විරූපණයන් සහිත කොටස් සැකසීමට කාබයිඩ් ඇඹරුම් කපනයෙහි ලක්ෂණ භාවිතා කරන්න, පැතිකඩ කොටසෙහි ඉතිරි කොටස භාවිතා කරන්න ස්ථානගත කිරීම සහ එබීමේ ක්රියාවලිය හසුරුවන අතර ස්වයංක්රීයව UG මෘදුකාංගය භාවිතා කරන්න ක්රමලේඛන ශ්රිතය මඟින් සමස්ත සැකසූ කොටස්වල අනුකූලතාව සහ සියලු පැතිවල හොඳ සහජීවනය සහතික කරයි.
3. ක්රියාත්මක කිරීමේ බලපෑම
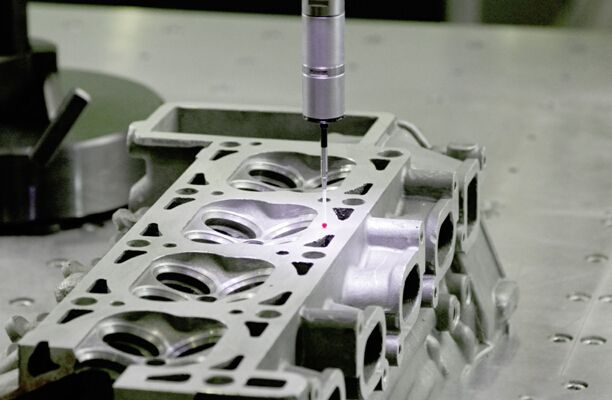
ඩයි-වාත්තු කොටස් සමෝධානික යන්ත්රෝපකරණ සහ එක් වරක් සැකසීමේ තාක්ෂණය භාවිතා කරයි. ඩයි-වාත්තු කොටස් ස්කන්ධයෙන් නිපදවන විට, ඛණ්ඩාංක තුනක පරීක්ෂාවකින් පසුව, හැඩය සහ ස්ථාන නිරවද්යතාව පිළිබඳ සංඛ්යානමය දත්ත පහත පරිදි වේ: කේ පාදක තලය පැතලි බව ≤ 0.012 මි.මී., එම් පාදක තලය පැතලි බව ≤ 0.01 මි.මී., එම් පිටුපස සමාන්තරය M0.015mm, M හි පාදයට mm30mm හි ලම්බකතාව ≤0.013mm, K හි පාදයට mm32mm හි ලම්බකතාව ≤0.015mm, mm30mm හා 32mm අක්ෂය ≤0.014mm වේ. මහා පරිමාණ නිෂ්පාදනයේදී, කොටස්වල හැඩය සහ ස්ථාන නිරවද්යතාවය ස්ථායී වන අතර නිෂ්පාදන කාර්යක්ෂමතාව බෙහෙවින් වැඩි දියුණු වේ.
4. අයදුම් කිරීම සහ පුළුල් කිරීම
කොටස්වල අනුකලනය කිරීමේ එක් වරක් සැකසීමේ ක්රියාවලි තාක්ෂණය තිරස් යන්ත්රෝපකරණ මධ්යස්ථානවල පමණක් නොව සිරස් සහ සිරස්-තිරස් පරිවර්තන යන්ත්රෝපකරණ මධ්යස්ථානවල ද භාවිතා කළ හැකිය. අක්ෂ පහක යන්ත්රෝපකරණ මධ්යස්ථානයක එක් පියවරක් තුළ ඩයි-වාත්තු කොටස් සැකසීමට හා සැකසීමට හැකි අතර, ක්රියාවලිය හසුරුවන්නේ ස්ථරවල ඇඹරීමට ය; අක්ෂ තුනක යන්ත්රෝපකරණ මධ්යස්ථානයක ප්රතිලෝම තහඩුවකින් ඩයි-වාත්තු කොටස් සැකසිය හැක. අවශේෂ ක්රියාවලි වේදිකාව ඉවත් කිරීම.
5. සමස්ත යන්ත්රෝපකරණ යෙදුම
කොටස් ඒකාබද්ධ කිරීම සඳහා එක් වරක් සැකසීමේ ක්රියාවලි තාක්ෂණය ප්රධාන වශයෙන් භාවිතා කරනුයේ දුෂ්කර ස්ථානගත කිරීම් සහ කලම්ප සහිත කොටස් සැකසීමේදී ය. වැඩ කිරීමේ කාර්යක්ෂමතාව වැඩි දියුණු කිරීම සහ හැඩය සහ පිහිටීමෙහි නිරවද්යතාවය සහතික කිරීම සඳහා සැකසුම් ක්රියා පටිපාටි ඒකාබද්ධ කළ හැකිය; කලම්ප ගණන අඩු කිරීම සඳහා සමමිතික ව්යුහ කොටස් යුගල වශයෙන් කැපීම සඳහා භාවිතා කළ හැකිය, මෙවලම් නිෂ්පාදන පිරිවැය ඉතිරි කිරීම; ස්ථර අනුව අධිවේගී හා කුඩා ආහාර පරිලෝකන සැකසුම් ස්ථරයට සුදුසු ය, කැපුම් බලය කුඩා වන අතර, සැකසීමේදී කැපුම් තාපය කුඩා වන අතර, මියයන කොටස් ආතති විරූපණයට ලක් නොවේ. මෙම සැකසුම් සංකල්පය ක්රමයෙන් ඩයි-වාත්තු කර්මාන්තශාලා තුළ ප්රවර්ධනය කෙරේ.
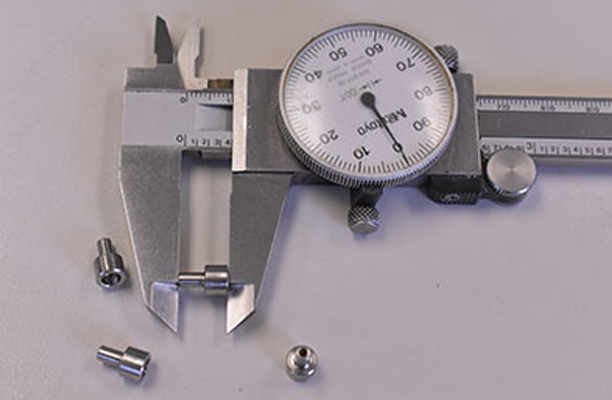
අපගේ මිනුම් උපකරණ ලැයිස්තුව
 |
|
 |
|
 |
|
 |
|
 |
|
 |
|